我们常见的大板负压机是只有一个工作区域,在这个区域有一块压制平台,在这块压制平台上要完成预装厢板、施胶、人工铺盖抽真空罩完成抽真空压制。这种机器的工作效率高,所以使用的比价普遍,使用频率高。
大家都明白一个道理,机器长时间的使用,如果不做好保养,就不能延长其使用寿命。大板负压机也是一样的,需要我们定期对热压机进行保养和维护。那么,我们在清理保养的时候需注意哪几个方面呢?
1、清理前工作人员需要做好对大板负压机的清理准备。
2、清理前将电源关掉。
3、大板负压机的热压幅面需要清理干净,以延长使用寿命。
4、清理及检查有关是否连接正常,有无漏油状况。
5、每天开大板负压机操作前要检查是否有异常情况。
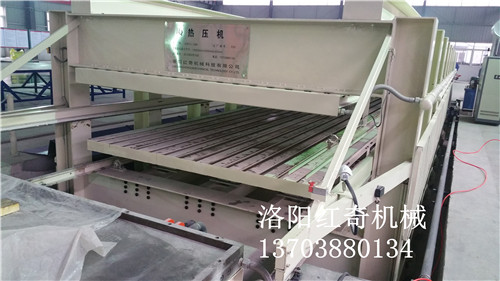
大板负压机由机架、加热模板、真空罩集成机构、自动升降机构、行走机构、真空系统,智能电控系统、防护系统、温控系统、真空罩和附件组成。今天,小编先为大家介绍下其中的机架、加热模板。
一、机架
机架作为大板负压机的主体结构,主要由加强型300X300H型钢焊接(局部采用8.8级高强度螺栓连接)而成。
二、加热模板
加热模板作为大板负压机的核心构件,工作台板尺寸为15000mmX3200mmX112mm(长X宽X高),工作台板有上下模板、热水循环系统(下工作台板还有定模边框)组成。
加热循环系统由80X80X10mm无缝矩形管做成的循环腔及流道,加热循环进出口采用卡套式联接。热循环系统内部分为7路进7路出,进出接口布置在模板宽边,以并联方式连接。载模板热流道及循环管道在0.8Mpa的试压条件下无泄漏。
加热通道和模板连接方式采用段焊和塞焊,模板焊接完成后上龙门铣精加工上下模板表面。加工完成后模板表面粗糙度不低于Ra3.2m,模板平整度小于0.5mm/m2,上下模板厚度偏差小于±0.3mm。

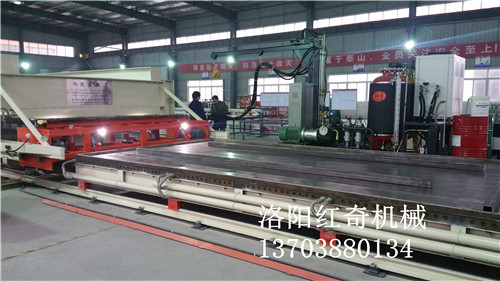
大板负压机采用框式钢架结构、交换式工作台,真空箱与保温箱合二为一。配置高质量真空机和大容积真空罐,真空度高,压力稳定,机械运动,温度、真空度及压力均电气自动控制。它适用于各种材质的板材表面吸塑,用于结构复杂及表面花样较多的构件,效果更加显着。按自动化程度的高低可满足大小企业不同档次的需求。
大板负压机利用真空泵抽真空在设备型腔内形成部分真空的原理,从而间接利用大气压力来达到制板压力需求。而负压制板机在当今社会也起着相当重要的作用,今天,洛阳红奇机械小编就给大家简单介绍下其工作原理。
国内冷藏车厢板结构繁多,但实质上还是“三明治”结构,可以总体概括为“内厢板+保温材料+外厢板”这三层。厢板的制板方式也有很多种,国内各厂家都不太一样,但其中千法制板中的粘接式是非常常用的。原理就是利用胶水将内、外厢板与保温材料这三层牢固地粘接在一起,为保证粘接强度且提高表面成型质量,可以使用液压缸对厢板施加压力(通称“正压”)或使用真空泵抽去型腔内的空气然后利用大气压来施加压力(通称“负压”),消除制板过程中的材料间间隙,使板面平整、厚度均匀,成型美观。

大板负压机的液压缸是液压系统的核心部分,目前大多数木材加工压机均采用柱塞式液压缸。大直径缸柱塞多采用合金铸造,其特点是硬度高,硬度层厚,耐划伤,使用性能优于碳钢热处理柱塞;小直径缸柱塞,以碳钢热处理表面镀硬铬为主,表面硬度层薄。
由于大板负压机通常要求快的启闭速度,承受冲击压,所以缸体必须选择较高强度的材料。对于普通的小直径、长行程的液压缸,可采用无缝厚壁钢管来制造。对于一些要求高的缸体可以选用铸造或锻造缸。通常木材加工和家具制造用的热压机工作台面都较大,为了使压力分布均匀,又考虑到结构布置的合理性,大多采用多缸式结构。
大板负压机本身在生产中出现的问题不是很多,但其中很大的一部分就出在液压系统上,比如漏油和不能保压。关于液压系统的很多知识和要求在这里不能——尽述,但在选用时一定要引起非常重视。
大板负压机的控制系统主要是控制加热系统和液压系统的工作,其灵敏性和准确性直接地影响到了压机工作的准确性。由于控制部分组成复杂,通常也是容易出问题的部位。对于功能复杂的压机,像真空覆膜贴面压机,很多国产压机厂家直接进口国外的控制系统,同时在压机中尽可能减少可靠性低的控制元件如电磁阀的使用。